April 15, 2022
Deze vraag is vrij eenvoudig en gemakkelijk duidelijk te zeggen. Spreek over het op verscheidene manieren. De eerste is het materiaal van groot en de lichte wapens zelf. Dit materiaal is niet speciaal. Groot en de lichte wapens gebruikt fundamenteel mechanisch structureel staal (Q345A, de oude naam is 16Mn/A4, die een low-alloy staal gerolde plaat van uitstekende kwaliteit is). Een doosstructuur met een verstevigde plaat in het midden van de gerolde die plaat met diverse dikten (fundamenteel hangt alle dikke platen, de dikte van het model af wordt gelast, die zich van 20mm tot 40mm uitstrekken), het productieproces van deze doos is niet moeilijk. Bij het begin, is het CNC knipsel van dikke platen. De hogere en lagere platen van de boom worden gebogen in een boogvorm door een buigende machine, en naar de malenmachine gebied samen met de twee kanten van de plaat dan verzonden, en de lassengroef (V-vormige 30°) wordt mechanisch gemalen, en door de arbeiders dan gebruikt. Vlot het met een hand-malende machine.
![]()
Dan die worden de vier vlakke schuine randplaten verzonden naar het gebied van het vleklassen, vast die op de lassenlijst met een inrichting, en toen vlek samen wordt gecombineerd met hand gemengd gaslassen wordt gelast (kooldioxide + argon het gas van de lassenbeveiliging). Wanneer het lassen, zal de lassenversterking (rebar of bar) aan het deel te versterken of worden gelast om gemakkelijk worden gelast en thermaal worden misvormd. Nadat het vleklassen wordt voltooid, geassembleerde wordt groot en de lichte wapens verzonden naar het handlassengebied, waar de binnenversterkingsplaat, de pijpklemmen, en de voorzijde en de achtergedeelte verdraaide steunen door arbeiders worden gelast (deze dingen zijn niet geschikt voor CNC lassen). Na lassen, verzend het naar het inspectiegebied voor inspectie en ultrasone inspectie van de las. Na het bevestigen dat verzendt er geen barst in het gelaste net is (de gebrekkige lassen moeten worden hersteld), gevormde groot en de lichte wapens naar het CNC lassengebied, en de CNC lassenmachine zal het punt hebben. Gelaste naden die worden bevestigd maar niet gelast. Nadat het lassen wordt voltooid, voer de inspectie van de gebrekopsporing uit. Nadat de inspectie wordt overgegaan, wordt groot en de lichte wapens eigenlijk gevormd.
Er hier zij op gewezen dat het lassen voor de structuur van graafwerktuigen zeer belangrijk is, die direct zijn structurele kwaliteit beïnvloedt. De lassenkwaliteit moet worden gewaarborgd (de lassterkte is lichtjes hoger dan de grondstof, en het lasniveau is niet minder dan 2, is de Lassennaad eenvormig en volledig, geen misvorming na lassen, geen ontbrekend lassen), is dit materiaal nog de tweede, hangt hoofdzakelijk bij het lassen af.
![]()
Dan wordt dit „naakte“ wapen verzonden naar het geschotene die het vernietigen gebied, in de geschotene het vernietigen ruimte voor het geschotene vernietigen wordt gehangen, de lassen interne spanning te elimineren en de huid (oxydatie) op de oppervlakte van de staalplaat te verwijderen, en het uit te trekken nadat het geschotene vernietigen wordt gebeëindigd. De hogere en lagere wapens werden wit en glanzend. Het wordt direct opgeheven aan het stopverfgebied (na oud, zal de huid uit opnieuw) komen, en een laag van stopverfpoeder zal die gelijk met de hand door de arbeider (alvorens te bespuiten bereid is om de tekorten in te vullen en de adhesie van de bovenlaag te vergemakkelijken) worden toegepast. Na het toepassen van de stopverf, werden de hogere en lagere wapens gehesen in de cabine van de verfnevel, bespoten met de hoogste verf (gemengde plastic die verf), en werden toen getrokken in de verfcabine, met hete lucht van ongeveer 200 graden wordt gebakken, de hoogste verf te maken hard maken. Na baksel, worden de hogere en lagere wapens gemaakt.
![]()
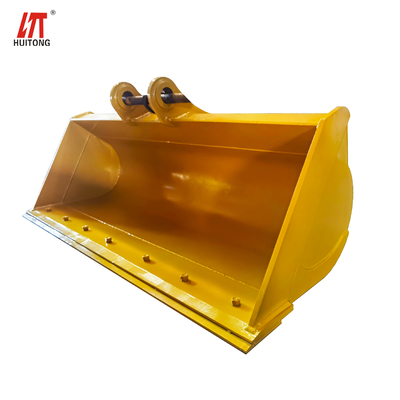
Zoals voor de graafwerktuigemmer, is het eigenlijk gelast met Q345A-staal. Het wordt gedeeltelijk versterkt door de lassenplaat en in de emmertanden van het hoog-mangaan slijtvaste staal vastgenageld. Dit kan aan een speciale machinesfabriek worden aangepast, en de technische inhoud is niet hoog. Het kan door zich worden gekocht of worden gemaakt. Het materiaal van de koppelstang en de scharniersteun (groot en klein wapenhoofd) is ook hetzelfde. Er zij op gewezen dat het speldlager (ring) en de speld vastgelopen steun gekochte delen is. De vereisten om nauwkeurigheid en thermische behandeling machinaal te bewerken zijn vrij hoog. Over het algemeen, worden zij gemaakt van gietijzerlegering of staal 45 na het carbonitriding. , Zou de dimensionale nauwkeurigheid hoog moeten zijn (sommige spelden moeten zijn koude opgezet, wat hogere precisie) vereist, en de slijtageweerstand zou goed moeten zijn.